


Introduction to laser cutting
Cutting is an integral part of a steel fabrication process – it is one of the most commonly used parts of the process, along with something like welding or bending. Steel cutting is also a highly nuanced process that has several different variations to it, be it sawing, plasma cutting, waterjet cutting, or laser cutting. The very last cutting type on this list is the main focus of this post.
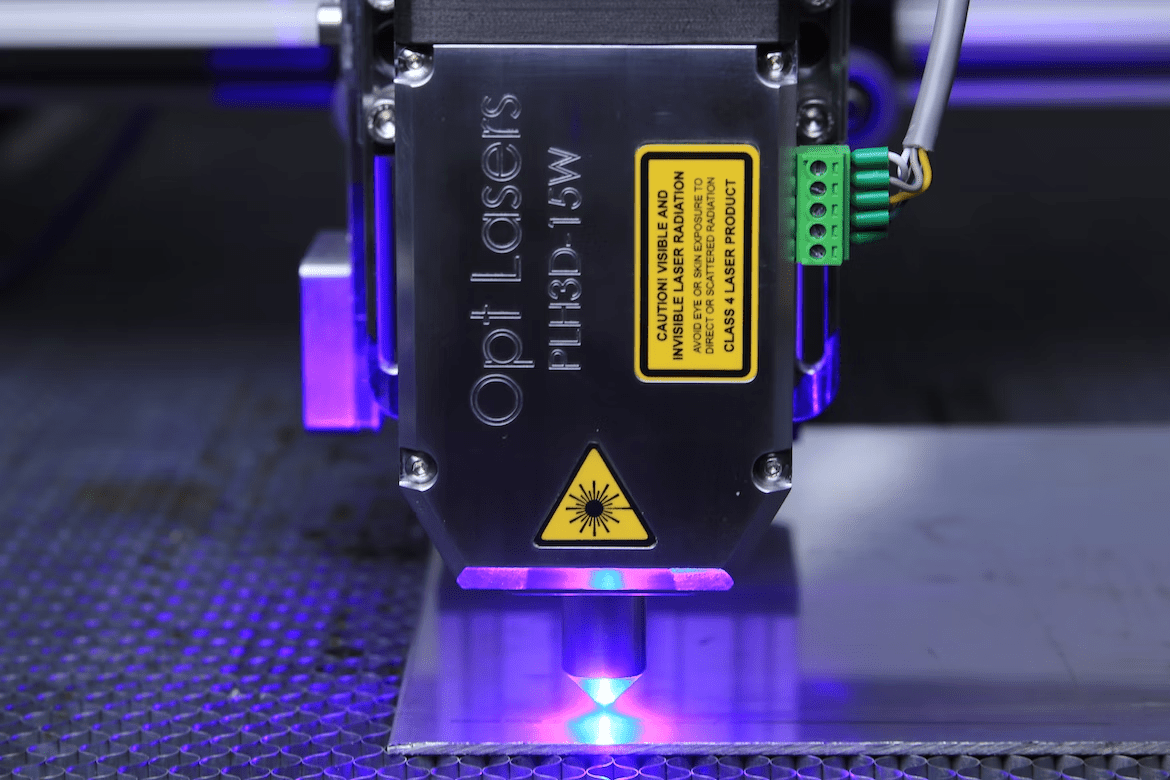
Sheet metal laser cutting is a process of separating one part of the material from the other – it uses a concentrated laser that vaporizes the material on contact. While it started off as a sophisticated fabrication method only fit for large-scale industries, it has progressed enough since then for laser cutting hardware to be used by small businesses, architecture professionals, schools, and even individual enthusiasts and hobbyists.
The history of laser cutting
It would be rather difficult to find someone who does not know what a laser is in this day and age. However, the fact that the word itself is an acronym is still a mystery to quite a lot of people. “Laser” stands for Light Amplification by Stimulated Emission of Radiation – and it is relatively easy to see how a shorter word would be far easier to adopt as a part of the mainstream instead of a mouthful that is the full name of this technology.
Another fact about laser cutting as a technology that is known even less is that it was originally conceptualized by none other than Albert Einstein himself, with his paper called “On the Quantum Theory of Radiation” which laid out the theory of laser as a technology. It took a few more iterations and several other scientists to innovate on Einstein’s ideas before the technology itself became somewhat possible in the middle of the last century.
The first actual prototype of a pulsing laser is dated back to the year 1960, with a gas laser prototype following relatively soon afterward. This is where another problem of the laser as a technology came from – it was a technology without a use case. Of course, that did not last long, and it only took a few years for the industry to create the first laser cutting machine (in 1965, by Western Electric Engineering Research Center) to cut holes in diamond dies.
While this was the first technical use case for the laser as a technology, the actual most popular one appeared just two years later – in the year 1967. It was a gas-jet laser cutting machine that was used to cut thick sheets of metal (1mm thick). This one specific use case turned out to be so effective that it quickly spread to many other industries that work with various metal types – with aerospace being the first example of a laser being used to cut more “regular” metal types such as titanium and ceramics.
However, there also were a number of use cases that were not associated with metals whatsoever – such as the usage of lasers to cut textiles. One of the biggest reasons for this particular choice of material was because the laser generating appliances were quite limited in power at that time, so they could not generate enough heat to be able to surpass the majority of metals’ thermal conductivity.
Benefits and shortcomings of laser cutting
Now that we know the brief history of laser cutting, it is time to see why this particular cutting method is so popular nowadays – for both industries and regular users. Laser cutting boasts quite a large number of benefits, from speed to scale and configurability, but it also has its own share of disadvantages – including its cost, limitations in terms of material thickness, and so on. Now we are going to go into both advantages and disadvantages of laser cutting in more detail.
Benefits of laser cutting
- The only contact between the machinery and the metal piece is via the beam itself, meaning that the machinery itself would be able to live longer due to it not having any mechanical friction during or after laser cutting is performed.
- Automation plays a large role in laser cutting since a lot of its elements are highly automated – it allows for unprecedented precision while also reducing or outright removing manual labor costs. Some more expensive types of laser cutting machinery even include follow-up conveyors and feeding systems to automate and streamline the process even more.
- Extremely high precision is a given for this cutting type, with an average error margin of +/- 0.1 mm, and the ability to perform these kinds of operations repeatedly with +/- 0.05 mm difference at most makes it extremely easy for laser cutting to be used in steel fabrication when many identical parts are needed. All of that is only possible because laser cutting appliances are controlled by computer numerical control (CNC) with little to no input from a human, aside from the initial cutting setup.
- If the setup is right, laser cutting would only leave a relatively small burr at the place of a cut – but it depends on the material that is being cut.
- Laser cut sheet metal is also faster than more traditional mechanical cutting, even though it only applies to materials up to 10 mm in thickness most of the time. There are also some specific material types that can only be cut with a laser machinery, since mechanical cutting methods are not capable of doing the same.
- Laser cutting is versatile and suitable for a lot of different materials – not just metals, but also wood, paper, acrylic, MDF, and more. Most laser cutters are also capable of laser marking with minimal adjustments necessary, making it a lot easier to perform various operations with the same machinery.
Issues with laser cutting
- The upfront cost of laser-cutting machinery is extremely high. It may compensate a lot of it when it comes to long-term maintenance and overall efficiency, but the initial cost of the hardware itself is still massive.
- A laser-cutting machinery has to be handled and maintained by a professional for it to reach its full potential – it takes quite a lot of experience from a single industry expert to be able to handle a laser-cutting appliance with as much performance as possible.
- As we have mentioned multiple times, a lot of the advantages of laser cutting are only applicable up to a certain level of material thickness. It tends to become far less effective if the material in question is above 15 or 20 mm thick.
- Since laser cutting in its nature is still essentially a heat treatment, there are some very specific materials that can and cannot be handled by laser cutting – since some materials may melt during the cutting process, producing very dangerous fumes that would be an actual hazard if not treated properly with a good ventilation system beforehand.
Types of laser cutting
One of steel fabrication’s most common methods of interacting with metals is to perform laser cut steel operations. Laser cutting as a whole excels in accuracy, speed, and efficiency of the process – not only in cutting, but also in marking, engraving, welding, and more. It is worth mentioning that there are two main types of laser-cutting machinery – CO2 and fiber. The former is an original, older technology, while the latter is a more recent introduction to the industry.
Carbon dioxide laser work principle
Since it is a more traditional laser-cutting method, it starts off with a beam from a laser device that is aimed at a mirror. A mirror (or mirrors) is used to build up the beam energy, which is later concentrated into a beam with the help of a lens. That focused laser beam is what is used to melt the metal in question.
A specific type of gas is also involved in this process, and the exact gas type depends on what metal type is being cut. If the metal in question is mild steel, then the infusion of pure oxygen is needed to kickstart the process of burning. As for aluminum or stainless steel, the gas in question is usually nitrogen, which is mostly used to keep the cut clean afterward and to blow away the molten metal – since a laser beam can melt these metal types with ease.
The way the laser works as a whole implies that the material it tries to cut is supposed to absorb the heat emitted by the laser beam. However, the majority of metal types are reflective to some degree, creating a rather high entry level for laser generators to be able to cut steel with CO2. This is also the reason why certain grades of aluminum or copper alloys cannot be cut with carbon dioxide lasers the same way as you laser cut stainless steel elements – since all of those materials are too reflective in their nature.
The appliance used to generate a laser beam would be destroyed with the heat that gets reflected towards the machine from the metal piece before the piece melts.
Fiber laser work principle
A fiber laser as a laser type is fairly recent, with the first example being introduced in 2008 at the world’s largest sheet metal production fair called EuroBLECH. This method is supposed to be the solution for cutting the aforementioned highly reflective metals – brass, copper, aluminum, galvanized steel, etc.
A fiber laser is basically an improvement over CO2 laser cutting on all accounts – the technology itself is easier, the workpiece is more durable, the cutting process is more effective, and so on. Banks of diodes are creating the laser light, and it is amplified by channeling it through optic cables. These cables are infused with rare elements – thulium, erbium, etc. The light from these cables is then focused by the lens to start the cutting process.
This system does not need to warm up before starting, it does not have to have some sort of gas added to it during the process, and it does not include mirror realignments whatsoever since mirrors themselves are not a part of the process. The method itself is also far more cost-efficient since it loses a lot less heat when you laser cut stainless steel – with about 75% heat conversion rates, compared with 20% of the CO2 method.
Laser cutting different materials
We have already mentioned the topic of different materials applicable for laser cutting multiple times, so it is time to explain it in a bit more detail. Laser cutting as a process can work with a multitude of different materials – and it is not limited to metal variations, either. However, there are also some materials that may not fit the criteria for laser cutting, despite looking like it’ll be a perfect fit.
Materials that are not recommended for laser cutting
Starting off the list of materials that you cannot cut with a laser is a material called fiberglass. It is a combination of epoxy resin and glass itself, creating a variation of glass that has all of the difficulties of being cut with a laser as with the regular glass – and it also emits toxic fumes during that process because of epoxy resin.
PVC, or polyvinyl chloride, is another participant of this list, emitting toxic fumes and acids upon being cut with a laser – with the capability of being harmful to both the operator and the hardware itself (as a source of corrosion).
ABS (acrylonitrile butadiene styrene) and HDPE (high density polyethylene) are in a very similar position here – a material that straight-up melts instead of being cut when put under a laser beam, creating a terrible cut and a massive mess on the workbench afterwards.
Polycarbonate can be cut with a laser beam if the material is less than 1 mm thick. Anything thicker is bound to fail, since the material tends to absorb the infrared radiation, discolouring separate patches of the workpiece at the very least, and creating a fire as a worst case scenario.
The last two examples on this list are polypropylene foam and polysterene. Both of these materials straight-up catch on fire as soon as the cutting process begins. Other issues may arise later, of course, but the fact that it starts a fire should already be enough to dissuade you from trying to cut or mark a piece of this material with a laser beam.
Materials that could be cut using a laser
The first part of this category is all about different types of metals – non-ferrous metals, mild steel, aluminum, and many others. These materials can be up to 30 mm thickness, but the upper range of this parameter tends to differ quite a lot depending on the power of the hardware in question (as well as the skill of the operator handling the laser cut sheet metal device).
Plastics can also be cut using this particular process – lucite, acrylic and PMMA (polymethyl methacrylate) are some of the more popular examples of see-through plastic, and they are fairly easy to cut in general, leaving a great finish after the cutting process, since the edges of the material melt away from the heat. POM (polyoxymethylene) is also a variation of plastic, even though it is completely different in its purpose – being more suitable for the engineering sector for various gears, medical instruments, sliding elements, food packaging, etc.
Wood is also suitable for laser cutting, with types such as MDF and plywood being great for various complex operations. However, these wood elements need to be thoroughly examined beforehand to make sure that there is no resin or oil on the wood piece that can catch on fire during the cutting process.
Surprisingly enough, cardboard and paper are also on this list of materials that could be modified via laser cutting. One of the most popular examples of laser cutting for these two unusual materials are intricate wedding invitations with lots of elements involved.
At the same time, it may be hard to imagine something as fragile and reflective as glass being cut with a laser – but it can be done. It does have a high requirement for the laser power in the first place, and the cooling system is mandatory for these kinds of operations – but it is possible to perform laser cutting on various glass elements.
Aluminum and laser cutting
 Aluminum is definitely one of the tougher challenges for metal laser cutting specifically, since aluminum is a highly reflective material that complicates the entire cutting process a lot due to the reflected laser beam being capable of damaging the cutting machinery or cause general property damage. There are several different ways to try and prevent this from happening – be it a non-reflective coating, or the usage of a specific aluminum alloy that has a reduced reflective effect in general.
Aluminum is definitely one of the tougher challenges for metal laser cutting specifically, since aluminum is a highly reflective material that complicates the entire cutting process a lot due to the reflected laser beam being capable of damaging the cutting machinery or cause general property damage. There are several different ways to try and prevent this from happening – be it a non-reflective coating, or the usage of a specific aluminum alloy that has a reduced reflective effect in general.
At the same time, these approaches also have their own issues. Less reflective grades of aluminum may not be suitable for specific conditions or tasks that they were originally intended for, and the non-reflective coating can still be burned through by the laser beam, revealing the aforementioned highly reflective surface.
Laser cut aluminum process is also capable of leaving a burr at the edges of a workpiece, even if the cutting itself was successful. Some manufacturers remove it mechanically, and others spend more time on precise machine setup to avoid leaving a burr altogether.
All of the aforementioned issues considering, it is still far more effective to laser cut aluminum than via any other cutting method. It can offer one of the best combinations of speed and efficiency, if the proper level of expertise is involved in the process. However, if your goal is to laser cut aluminum – there are several nuances that you have to keep in mind.
First of all, the grade of the aluminum is important to consider. A higher aluminum grade usually means more elements in the alloy – and thus less reflective nature of the material as a whole.
There is also the question of that laser type you are going to be using to cut aluminum. As we have mentioned before, there are two different laser cut steel types that a manufacturer may have – CO2 or fiber. The latter is the preferable type of laser cutting machinery while the former may have some issues with reflections and is a bit more prone to damage during laser cut aluminum process.
The topic of power is also important in this case. Other than the general rule of “more power = better” for your aluminum laser cutting tasks, there is also the problem of CO2 and fiber lasers having different power output with similar starting parameters due to fiber being a lot more effective when it comes to power conversion. Another useful trick here is to choose the right focusing distance of the laser to improve the overall results and reduce the chances of the cut being bad.
Generally speaking, laser cutting up to about 8 mm in thickness is relatively easy, and it starts to get a lot worse as the aluminum gets thicker. 20 mm is where the effectiveness of a laser for aluminum cutting purposes ends completely and trying to cut thicker aluminum is pretty much useless. At this point, using a water jet cutting type would be a far better choice for thicker aluminum workpieces.
The future of laser cutting
While the fiber laser cutting type might be superior to its predecessor in almost every way, it is still far from being as popular as CO2 laser cutting – mostly because laser cutting as a whole has been associated with the carbon dioxide method for a while now, and manufacturing as an industry is very slow and cautious with adopting newer technologies, even when those are several times effective than the existing ones.
Fiber laser cutting is also less costly to maintain in the long run, since the machinery is less sophisticated and requires less effort to support. The method itself is faster than CO2 cutting – but it is still not as good for cutting thicker metals. This might be the only significant advantage that CO2 cutting has – dealing with metals that are 10mm thick or more.
The manufacturing industry as a whole is very slow when it comes to adapting and changing its ways, but fiber laser type is already on its way to overcome CO2 laser type in its popularity. This kind of competition and diversity also pushes a lot of technological processes forward, developing better ways to interact with metal parts, including cutting processes.
Conclusion
Cutting as a whole is an important part of any manufacturing process. Laser cutting is one of several different types of cutting as a process, offering a number of advantages for specific tasks while also having its own share of disadvantages. This article also briefly goes over the history of laser cutting, as well as different materials that could be cut with a laser beam and several types of laser cutting in terms of machinery.
Levstal is a reliable steel manufacturing company offering a number of services to its clients, including both specific operations with metals, as well as a complete process of manufacturing specific parts or details. Laser cutting is also included on this list, offering the ability to cut ordinary steel, stainless steel, aluminum, and even special types of steel – Strenx, Raex, Hardox, etc.
Levstal offers two automatically exchangeable worktables that are 3000 x 1500 mm, with the speed of 200m per minute, a 20m/s2 acceleration speed, the precision margin of 0.03 mm, and a range of material thickness that it can work with between 0.5 to 25 mm. Levstal’s sheet metal laser cutting capabilities are also certified with EN 1090, allowing for CE certificates to be issued for either load-bearing structures or their components.
- Introduction to laser cutting
- The history of laser cutting
- Benefits and shortcomings of laser cutting
- Benefits of laser cutting
- Issues with laser cutting
- Types of laser cutting
- Carbon dioxide laser work principle
- Fiber laser work principle
- Laser cutting different materials
- Materials that are not recommended for laser cutting
- Materials that could be cut using a laser
- Aluminum and laser cutting
- The future of laser cutting
- Conclusion














