Metallien leikkaus on varsin monipuolinen ala, jossa on kaksi erilaista tyyppiä – lämpöleikkaus ja mekaaninen leikkaus. Suurin ero näiden kahden lajin välillä on niiden lähestymistapa leikkausprosessiin kokonaisuutena. Tämän artikkelin aihe – plasmaleikkaus – on lämpöleikkauksen versio, jossa metallia leikataan ionisoidun kaasun avulla.
Plasmaleikkauksen perusteet
 Plasmaleikkaus on laajalle levinnyt leikkaustekniikka, jota käytetään usein sekä ohutlevyjen että paksujen metallilevyjen leikkaamiseen. Sillä on tietysti omat etunsa ja puutteensa, mutta ensin on käytävä läpi, mitä plasmaleikkaus oikeastaan on.
Plasmaleikkaus on laajalle levinnyt leikkaustekniikka, jota käytetään usein sekä ohutlevyjen että paksujen metallilevyjen leikkaamiseen. Sillä on tietysti omat etunsa ja puutteensa, mutta ensin on käytävä läpi, mitä plasmaleikkaus oikeastaan on.
On totta, että kolme tuntemaamme aineen perustilaa ovat kaasu, kiinteä ja neste – mutta ne eivät ole ainoita. Plasma on neljäs aineen olomuoto, ja sitä esiintyy luonnostaan maapallon ilmakehän korkeammissa osissa. Se on myös osa valaistusta ja korkean lämpötilan tulta.
Myös kaasu voidaan muuttaa plasmaksi voimakkaan kuumentamisen avulla – siksi plasman yleinen määritelmä on ”ionisoitunut kaasumainen aine, joka johtaa sähköä”.
Sitä käytetään melko usein myös jokapäiväisessä elämässämme: neonkyltit, plasmatelevisiot, loistelamput ja niin edelleen. Nämä ovat vain joitakin esimerkkejä siitä, miten plasmaa käytetään plasmaleikkureiden lisäksi monissa muissa laitteissa ympärillämme.
Plasmaleikkauksen tekniset yksityiskohdat
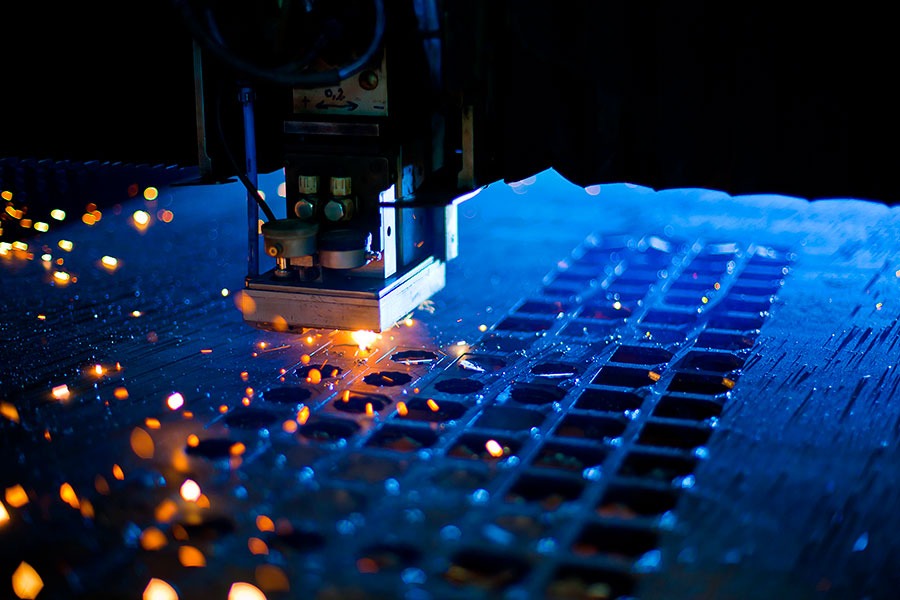
Plasmaleikkausprosessi on myös perusperiaatteiltaan melko yksinkertainen. Plasmavirta syntyy pakottamalla jonkinlainen kaasu kapean suuttimen läpi. Tämän jälkeen ulkoinen virtalähde tuottaa riittävän voimakkaan sähkövirran ionisointiprosessin suorittamiseksi (kaasun muuttaminen plasmaksi – minkä vuoksi sitä kutsutaan usein plasmakaarileikkaukseksi). Leikkausprosessi sisältää kaksi vaihetta – työkappaleen sulattaminen plasman avulla ja sulan metallin puhaltaminen pois.
Plasmaleikkauksen perusprosessissa käytetään kolmea perusosaa (ilman variaatioita): virtalähde, virtapiiri ja poltin. Plasman päätarkoitus on virtalähde on melko ilmeinen – sen on annettava energiaa plasmakaarelle, jotta se säilyy ionisointiprosessin jälkeen. Yleisin avoimen piirin jännite on 240-400 VDC (Volts of Direct Current).
Käynnistyspiiri tarkoitus on myös suhteellisen ilmeinen – sitä käytetään käynnistämään suuritehoinen valokaari virtaavan kaasun ionisoimiseksi. Joitakin yleisempiä käynnistyspiirin käyttötapoja ovat joko liikkuvan elektrodin tai ”takaisku-käynnistystekniikan” käyttö ionisointiprosessin käynnistämiseksi. Useimmissa tapauksissa tuotettu vaihtojännite on 5000-10 000 voltin välillä ja ~2 MHz:n taajuudella.
Viimeisenä, mutta ei vähäisimpänä, on myös soihtu plasmaleikkurin osa, joka pitää muut osat koossa, polttimella pidetään kiinni sekä elektrodista että kulutussuuttimesta, jotka molemmat supistavat ja pitävät plasmakaaren paikallaan. Soihtua käytetään myös jäähdyttämään laitteen muita osia, ja siihen voidaan käyttää joko vettä tai kaasua.

Plasmaleikkausprosessin vaihtelut
Tämä ei tarkoita sitä, että plasmaleikkausprosessi olisi täydellinen – siinä on vielä parantamisen varaa, olipa kyse sitten leikkausnopeudesta, leikkauksen laadusta, kaaren vakaudesta tai jostain muusta. Plasmaleikkausprosessista voidaankin erottaa useita eri variaatioita:
- Veden ruiskutus. Kuten nimestä voi päätellä, ero perinteisen plasmaleikkauksen ja vesiruiskutuksen käytön välillä on plasmakaareen ruiskutettava vesivirta. Tämä johtaa suurempaan supistumisasteeseen ja nostaa plasman kokonaislämpötilaa (jopa 30000 celsiusastetta). Muita etuja ovat suurempi leikkausnopeus, pienempi suuttimen eroosio ja parempi leikkauslaatu.
- Ilmaplasma. Yllättävää kyllä, kaasu, josta plasma muodostuu, voidaan korvata pelkillä ilma. Sama koskee prosessin jäähdytysosaa – vesi voidaan korvata myös ilmalla. Se ei kuitenkaan ole niin yksinkertaista – ensinnäkin plasman tuottamiseen ilmalla tarvitaan erityinen elektrodi, jossa on joko hafniumia tai zirkoniumia kuparipidikkeessä. Vaikka onkin totta, että ilman käyttäminen kalliin kaasun sijasta on oletettavasti halvempaa, asia ei ole todellisuudessa niin yksipuolinen – tavallinen volframielektrodi on paljon halvempi kuin hafniumilla varustettu elektrodi, joten hintaedut eivät ole tässä suhteessa yhtä ilmeisiä.
- Kaksoiskaasu. Tässä tapauksessa sekundäärinen kaasuvirta/suoja johdetaan primäärisen kaasuvirran rinnalle – suuttimen ympärille. Tämän päätarkoituksena on lisätä kuonan ”poispuhalluksen” tehokkuutta ja plasmakaaren voimakkaampaa supistumista. Se auttaa myös leikkaamaan materiaaleja nopeammin ja vähentää yläreunan pyöristymistä.
- Vesikotelo. Vettä ei myöskään tarvitse ruiskuttaa plasmavirtaan – sitä voidaan käyttää suojana vähentämään melua ja höyryjä ja parantamaan suuttimen käyttöikää. Joissakin tapauksissa koko työkappale voidaan upottaa ~60 mm:n vesipeitteen alle, mikä on vaihtoehto vesisuojalle. Toisaalta, koska vesisuojus ei vaikuta supistustasoihin, leikkausnopeus, leikkauslaatu ja muut leikkaukseen liittyvät parametrit eivät parane merkittävästi.
- Korkean sietokyvyn plasma. Kun verrataan erityyppisiä leikkausjärjestelmiä, on helppo huomata, että laserleikkaus on tarkin ja leikkauslaatu on korkein. HTPAC-järjestelmän (High Tolerance Plasma Arc Cutting) käyttöönotto oli yritys kuroa umpeen laserleikkauksen ja muiden lämpöleikkaustyyppien välinen valtava kuilu leikkauslaadussa. HTPAC-menetelmässä käytetään uskomattoman ohutta plasmavirtaa, joka purkautuu suuttimesta ulos pyörteisesti. Joissakin HTPAC:n erityismuunnelmissa on jopa oma magneettikenttä kaaren ympärillä pyörimisnopeuden ylläpitämiseksi ja plasmasuihkun vakauttamiseksi kokonaisuudessaan. Leikkauslaatu on todellakin parempi kuin perinteisellä plasmakaarella, ja materiaalin vääristymät ovat siihen verrattuna huomattavasti pienemmät, mutta sillä ei myöskään voida leikata yli 6 mm:n paksuisia materiaaleja, ja leikkausnopeus on alhaisempi kuin tavallisella plasmaleikkausprosessilla.

Yleiset plasmaleikkausohjelmiston ominaisuudet
Suhteellisen yleinen esimerkki plasmaleikkausohjelmistosta on seuraava CAD/CAM pesäohjelmistot, joka pystyy asettamaan ja hallitsemaan lähes kaikkia plasmaleikkauksen eri osa-alueita prosessina. Joitakin yleisesti käytettyjä parametreja, joita voidaan mukauttaa, ovat leikkausnopeus, leikkauskorkeus, kaasun esivirtaus, kaarivirta, pistotyyppi, jännite ja niin edelleen.
Ei ole myöskään harvinaista, että plasmaleikkausohjelmistot tarjoavat yleensä monia muita ominaisuuksia – silta- ja luurankoleikkaus, törmäysten välttäminen, monipääleikkaus, ketjuleikkaus, tavallinen viivanleikkaus ja paljon muuta.
Kaikki tämä mahdollistaa plasmaleikkausprosessin optimoinnin ja tuottavuuden kokonaisuutena, sillä se helpottaa asetuksia, parantaa leikkauslaatua ja nopeuttaa leikkausjaksoja.

Plasmaleikkaus on laajalti käytetty tekniikka, jota voidaan soveltaa monilla markkinoilla ja teollisuudenaloilla:
- Rakennuslaitteet;
- Putket/putkistot;
- Yleinen valmistus;
- Maanviljely/ranching;
- Kyltit ja koristeet;
- Siviilipalvelujen rakentaminen;
- Laivanrakennus;
- HVAC;
- Kaivostoiminta ja paljon muuta.
Päätelmä
Vaikka plasmaleikkaus on suhteellisen monimutkainen prosessi, plasmaleikkauslaitteiden ja -palvelujen markkinat ovat laajat ja erittäin kilpaillut. Nykyään plasmaleikkausta (samoin kuin muita metallien leikkaustyyppejä) käytetään laajalti lukuisten yksityiskohtien ja laitteiden luomiseen jokapäiväiseen elämäämme sekä pitkäaikaisiin hankkeisiin, kuten rakennuksiin, infrastruktuuriin ja niin edelleen.
Yksi tällaisista yrityksistä on Levstal – teräsrakennusyritys, joka tarjoaa monenlaisia palveluja teräsrakentamisen alalla ja on ollut markkinoilla vuodesta 1991. Levstal tarjoaa yksilöllistä lähestymistapaa jokaiselle asiakkaalleen eri puolilta maailmaa – Japanista ja Pohjois-Amerikasta Englantiin, Suomeen, Ranskaan, Belgiaan ja muihin maihin.
Levstalin plasmaleikkauspalveluihin kuuluu 3 Hyperterm Plasma HRP 260 -metallileikkauslaitetta, joilla voidaan leikata mustaa metallilevyä 0,5 mm:stä 30 mm:n paksuuteen ja ruostumatonta metallia 20 mm:n paksuuteen asti. Metallilevyjen leveys voi olla jopa 2500 mm ja pituus 12000 mm.